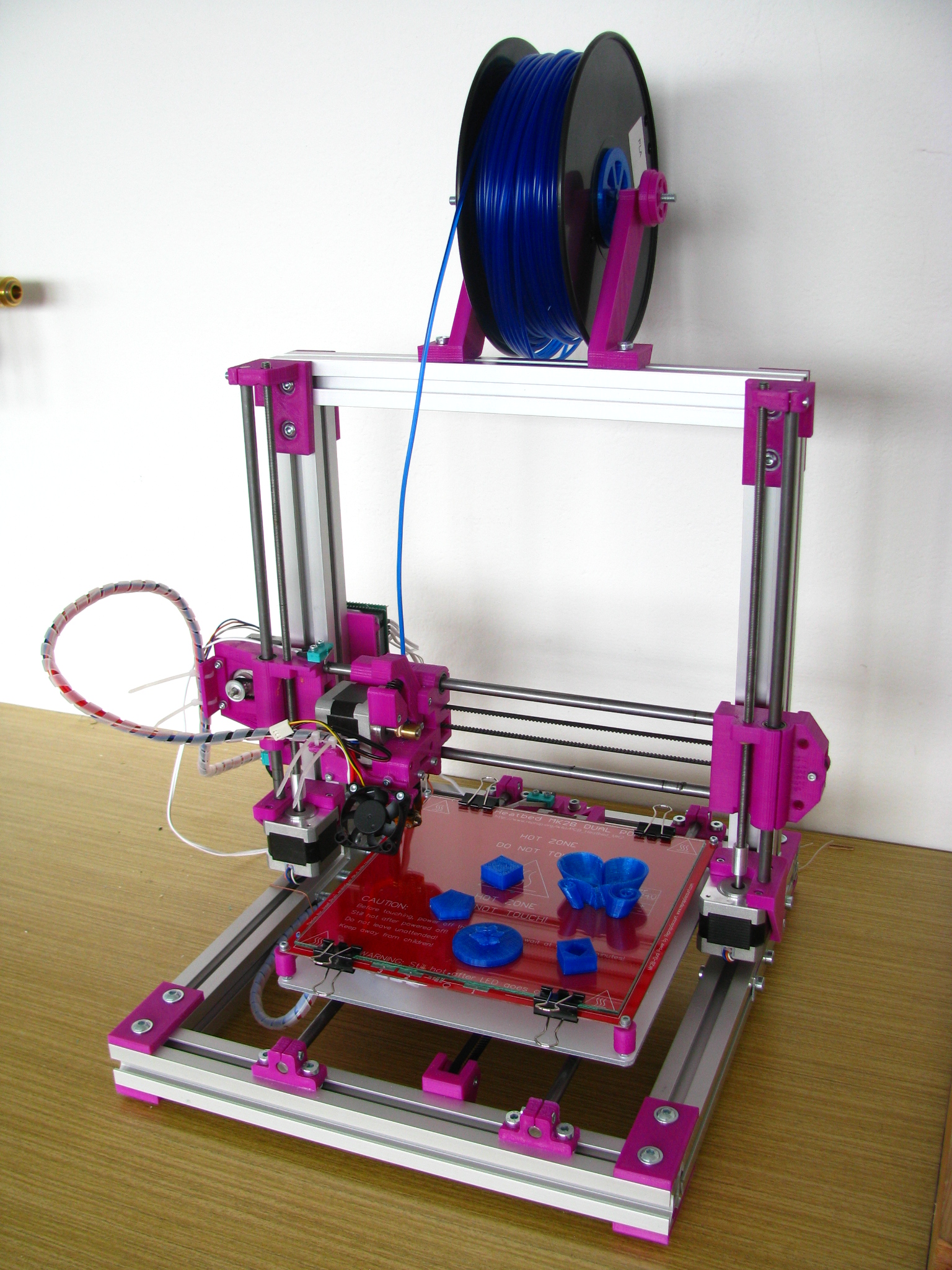
3D tiskárna REBEL 2
už tiskne
V předposledním týdnu měsíce června, těsně před prázdninami, se podařila neuvěřitelná rychlá akce - pořízení 3D tiskárny REBEL 2 . Na konferenci HW-news jsem se dověděl o tom, že pan Petr Zahradník začal kompletovat a dodávat stavebnici 3D tiskárny za "neuvěřitelnou" cenu 9 999,- Kč.
Po jeho kontaktování a doplnění informací jsem se rozhodl, že bychom si
3D tiskárnu do školy mohli konečně pořídit. V pondělí jsem se tedy vydal
do firmy TopTech, která je naším dodavatelem v oblasti CAD/CAM systémů.
Protože i zde tato myšlenka dopadla na úrodnou půdu, dohodli jsme se na
pořízení tiskárny formou sponzorského daru. A teď už vše mělo rychlý spád.
V úterý byla tiskárna objednána, ve čtvrtek poštou dorazila a v pátek jsem již
měl stavebnici na stole.
Tiskárna je dodávána ve formě všech potřebných dílů ke stavbě (není to tedy hotový
výrobek). V pondělí na kroužku robotiky jsme ihned začali se stavbou
a během 2 hodin postavili základní rám. Během úterka byla mechanická část dokončena.
Po konzultaci s panem Zahradníkem jsem se pustil do realizace elektrické části.
Bohužel v posledním červnovém týdnu nebylo času nazbyt, takže tiskárna
byla dokončena až na začátku července.
Tato tiskárna není komerčním výrobkem, je vyvíjena jako OpenSource projekt
skupinou nadšenců. Takže jsem se trošku obával hlavně softwarové části
(která bývá u podobných projektů často nedotažená), ale byl jsem mile překvapen,
že téměř vše fungovalo na první pokus. Od dokončení elektrické části
tiskárny po první tisk celé oživování a nastavování trvalo necelé 2 hodiny.
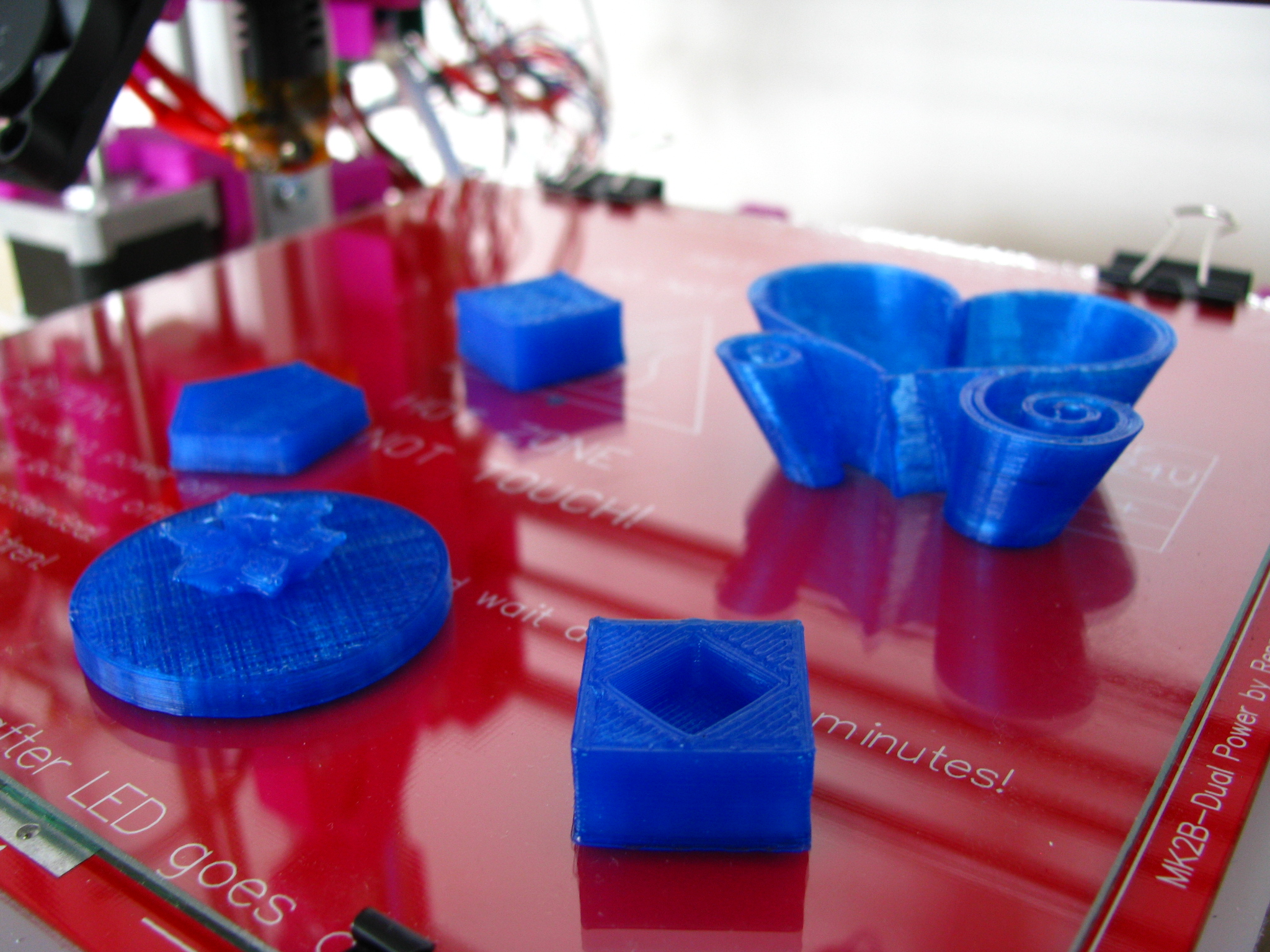
Hned první pokusný tisk byl úspěšný, jen je potřeba trochu doladit rychlost
a teplotu při tisku. Část prvního tisku se podařilo zachytit i na video.
Závěrem bych chtěl poděkovat firmě TopTech s.r.o. za sponzorování nákupu tiskárny
a panu Petru Zahradníkovi za skvělý servis a cenné rady při stavbě tiskárny.
Blog Petra Zahradníka hlavně o 3D tisku: www.zahradniksebavi.cz/
Firma TopTech s.r.o.: www.top-tech.cz/
Stránky projektu REBEL: rebelove.org
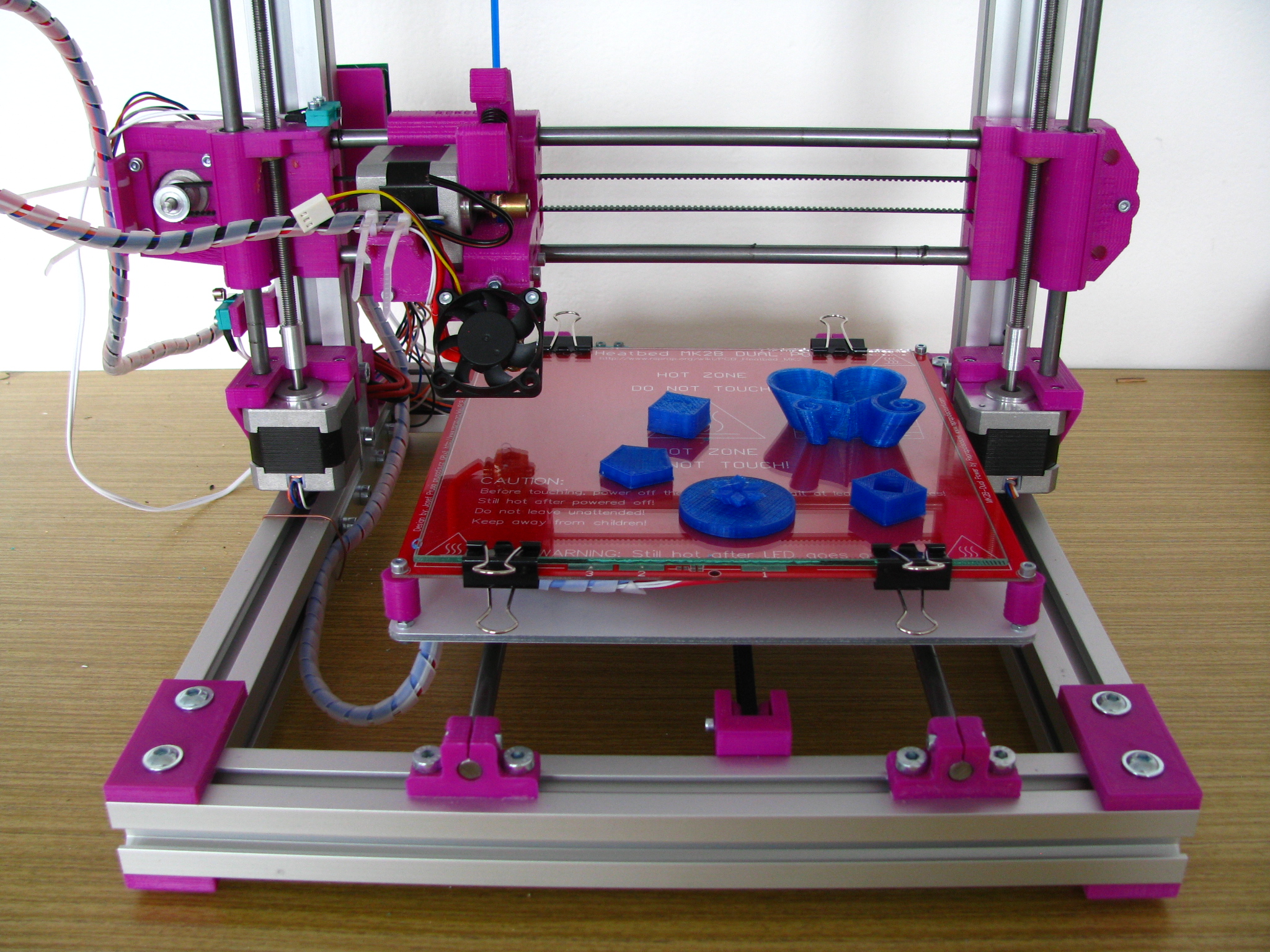
Fotografie
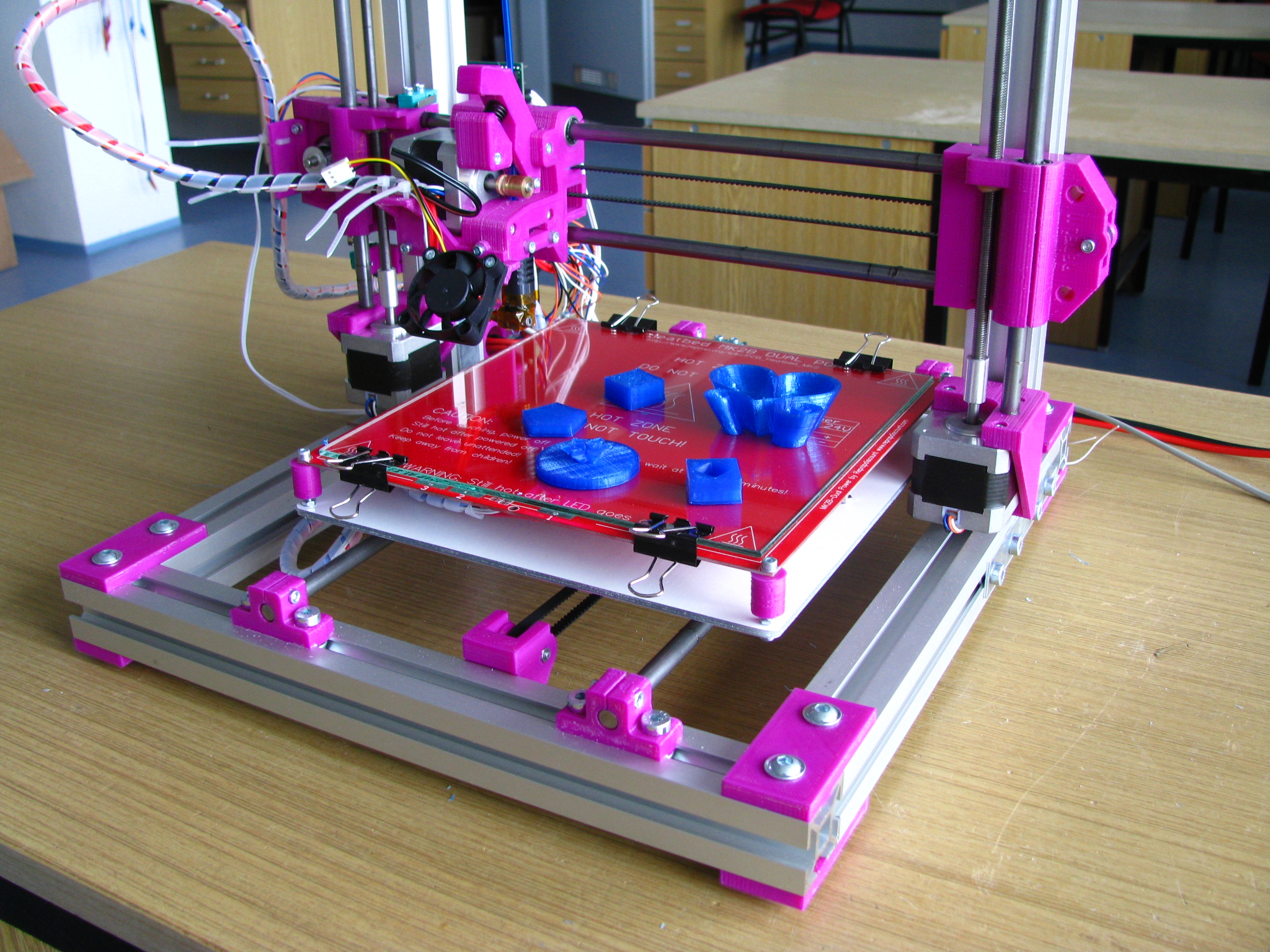
Kvalitativní skok v tisku - 8.11.2014
Po počátečním nadšení a tisku všech možných nesmyslů, přišel čas na serioznější
využití 3D tiskárny.
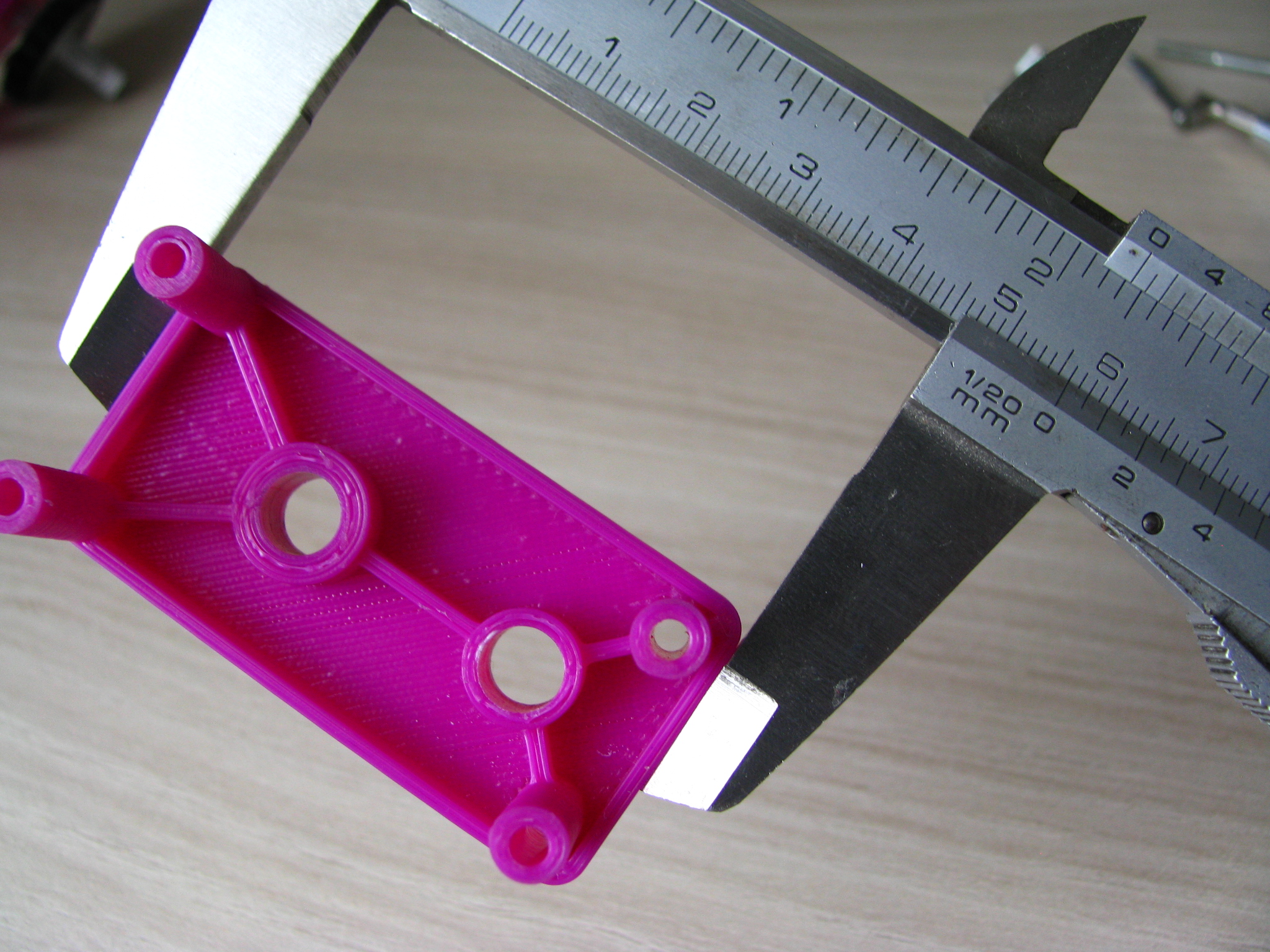
Pro tisk užitečnějších předmětů je nutné, aby výsledná kvalita a především rozměry
vyhovovaly požadavkům. I když mi bylo jasné, že přesnost tištěných dílů se nemůže
v žádném případě rovnat dílům vyraběným obráběním apod., s dosavadní přesností dodržení
rozměrů jsem nebyl spokojen. Proto jsem se pustil do zkoumání příčin a hledání
cest jak dosáhnout lepšího stavu.
První a zcela zásadní problém jsem viděl v tom, že v ose Y byly rozměry o cca 0,5mm menší
než v ose X a to nezávisle na velikosti dílů. To napovídalo nějaké vůli, která se projeví
při změně směru pohybu. Ať jsem hledal jak jsem hledal, nemohl jsem nic najít. Když jsem
podržel stůl a zkusil hnout řemenicí, tak to bylo absolutně bez vůle.
Nakonec se problém samozřejmě našel, byl ještě hlouběji. Když jsem hnul se stolem
a pak změnil směr, nejdříve to šlo kousek lehko a pak již obtížněji jak brzdil motor.
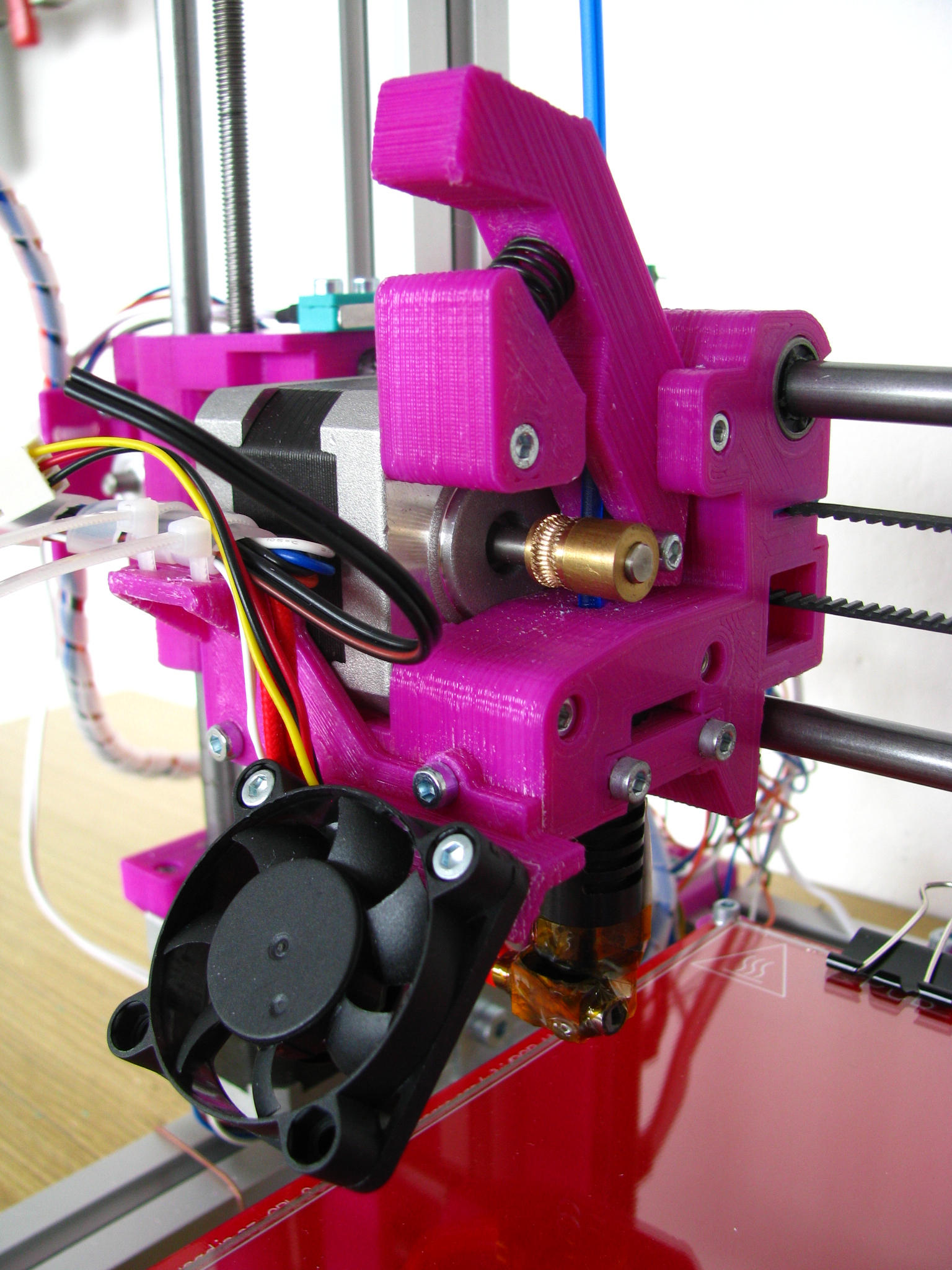
Problém byl v uchycení řemenice na osičce motoru. Červík byl celkem dotažený, ale
přesto nepatrná vůle stačila k lehkému "hrku" řemenice, což se právě projevilo na
jejím obvodu o těch necelých 0,5mm. Hurá první problém vyřešen!
Druhý důležitý krok je nastavení přesného dávkování množství plastu. To jsem
řešil tak, že jsem vytiskl díl se stěnou o tloušťce jednoho průjezdu
(0,5 mm - dáno průměrem trysky). Přeměřil (např. změřím 0,55 mm, má být 0,5mm)
a upravil dávkování (0,5 / 0,55 = 0,91).
Zatím to mám nastavené v parametrech sliceru. Raději bych to uložil do parametrů
tiskárny (tedy počtu kroků na mm posunu filamentu), ale to se zatím nepovedlo.
Program hlásí, že se parametr uložil do EEPROM, ale po restartu jsou tam
opět původní hodnoty. Co dělám špatně?
Po následném přeměření přesnosti pohybu ve všech osách jsem byl spokojen (vše sedí).
Ovšem rozměr vytištěného dílu je menší, samozřejmě je to dáno smrštěním plastu
při chladnutí. Protože používám k tisku ABS (s PLA jsem si zatím moc neporozumněl),
tak jsem se zaměřil na zjištění jeho smrštění. Po přemeření několika dílu, jsem
dospěl k tomu, že se smrští o necelé 1% (průměrná hodnota 0,9%). Pokud tedy potřebuju vytisknou díl s přesnými rozměry, tak model nejprve příslušně zvětším.
Nakonec jsem to tedy dotáhl k mnou (jsouce strojař) akceptovatelným výsledkům, které
předčily i má očekávání.
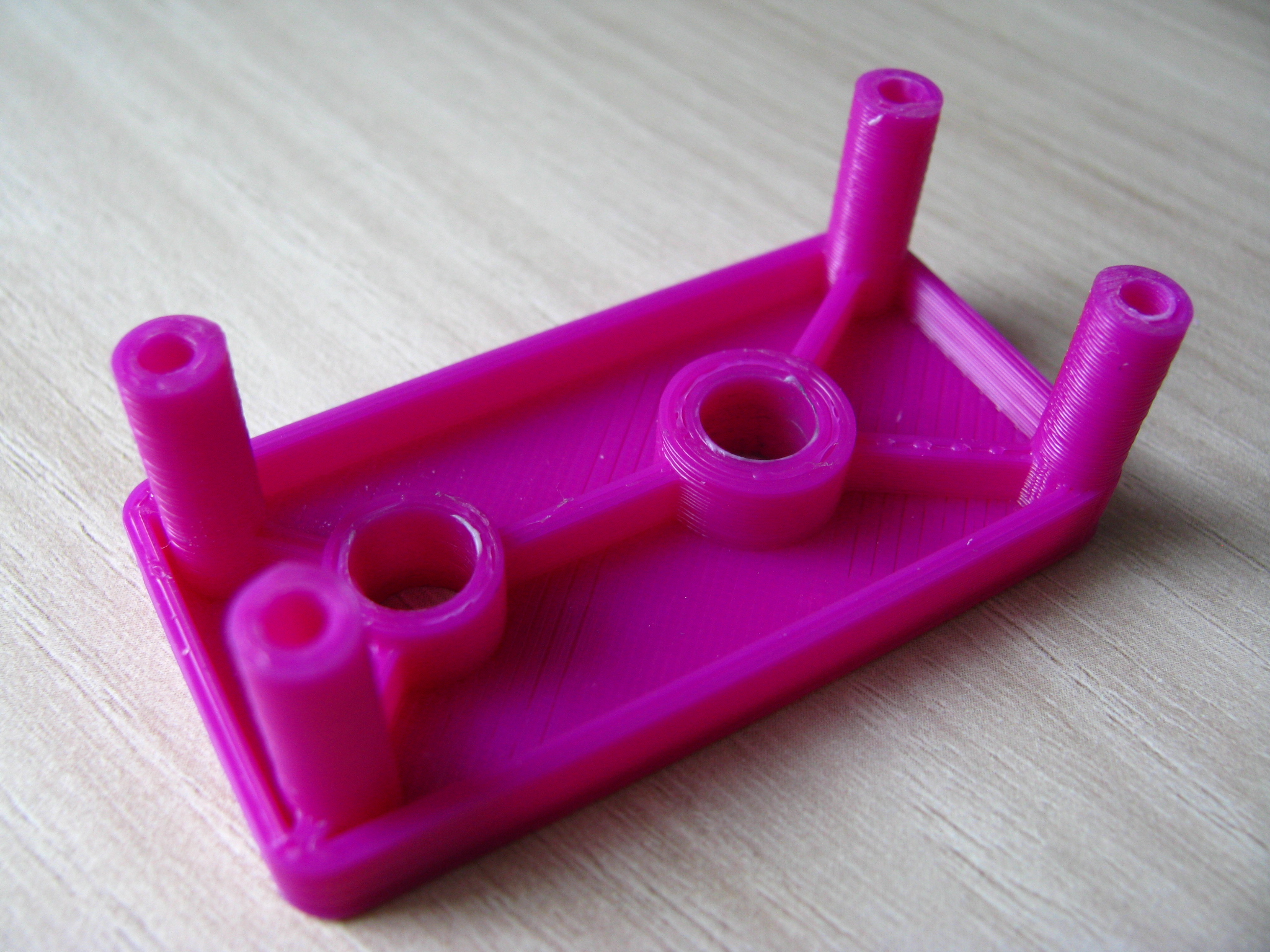
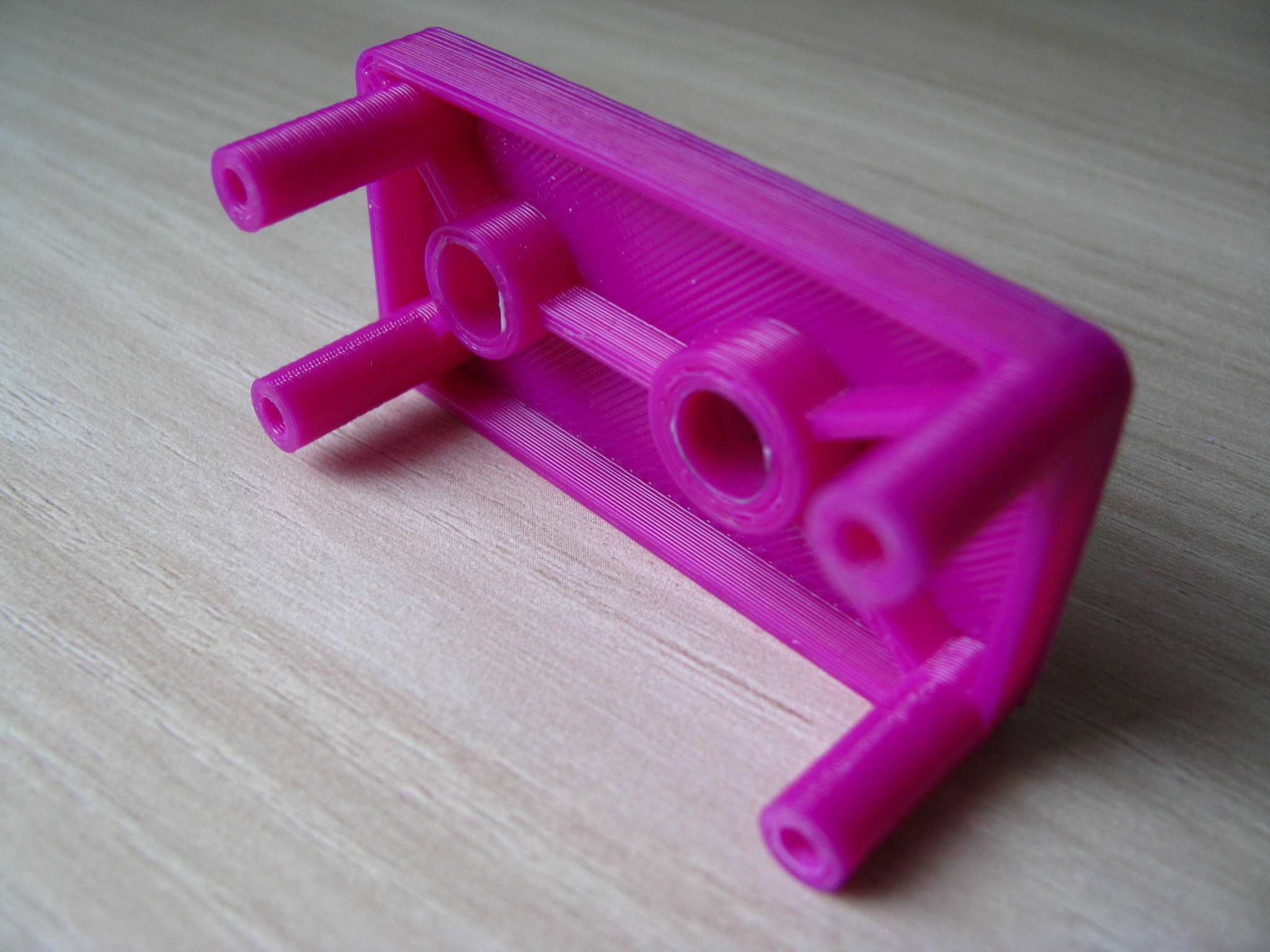
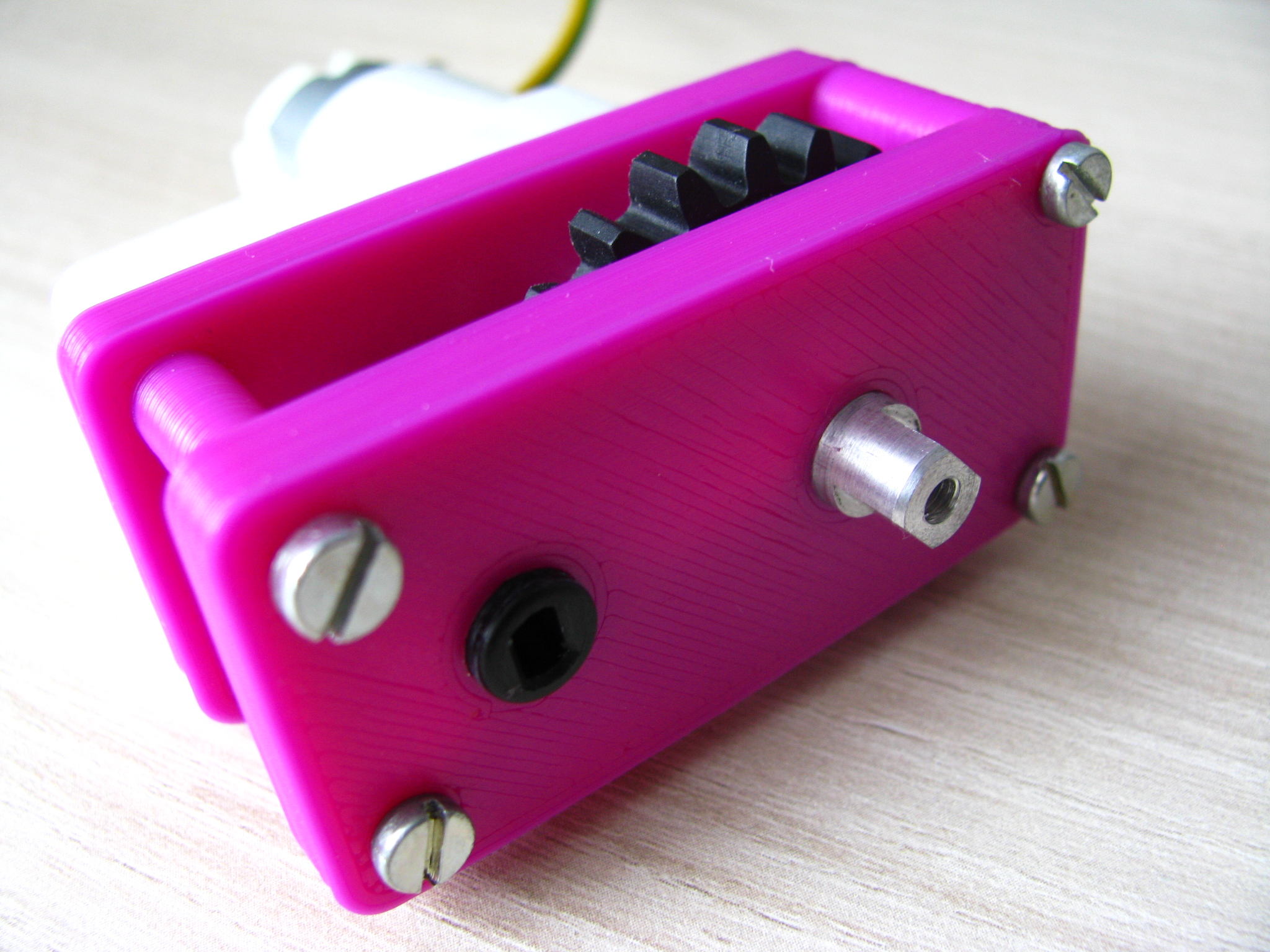
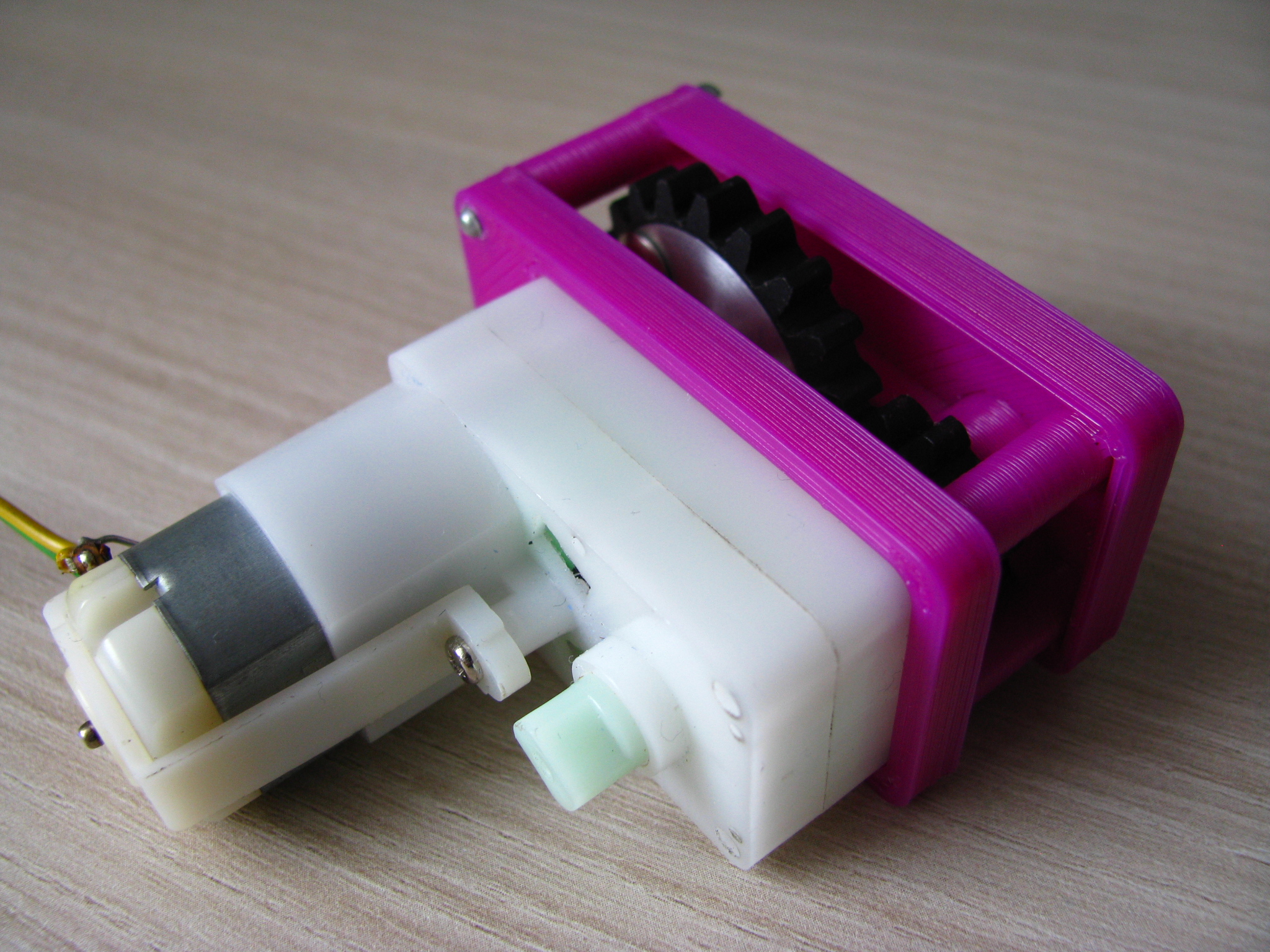
Převodovka pro robota
Nakonec příklad výroby jednoduché převodovky pro robůtka.
Ozubené kolečka jsou použita ze stavebnice, osičky a spojky jsem udělal na CNC (soustruh + frézka)
a díly skříně jsem vytiskl na 3D tiskárně.
Časový průběh:
- Návrh a kreslení v CADu ~ 1 h
- Příprava tisku ~ 10 minut
- Tisk ~ 1 h
- Výroba dílů na CNC ~ 2 h
- Dokončovací práce (vystružení děr, ..) ~ 10 minut
- Montáž ~ 10 minut
Během tisku jsem vyráběl obráběné díly, takže celková doba výroby je okolo 3,5 hodiny.